 Skip to content Skip to content
Skip to content Skip to content GX-FQJ650 PVC Edge Banding Slitting Rewinding Machine
GX-FQJ650 is aimed at PVC edge banding converters that need stable narrow widths, cleaner slit edges, controlled rewind hardness, and faster width changeover. The useful question is not only maximum speed. It is whether the machine can hold quality across your actual thickness range, slit program, roll diameter, and order mix.

PVC Buyer Checklist On This Page
This page is organized for technical buyers and plant owners: range, slit program fit, defect review, RFQ checklist, quotation drivers, and PVC FAQs. If the project is already defined, use the quote buttons and send real converting data instead of asking only for a machine model.
Technical Specifications
| Feature | Specification |
|---|---|
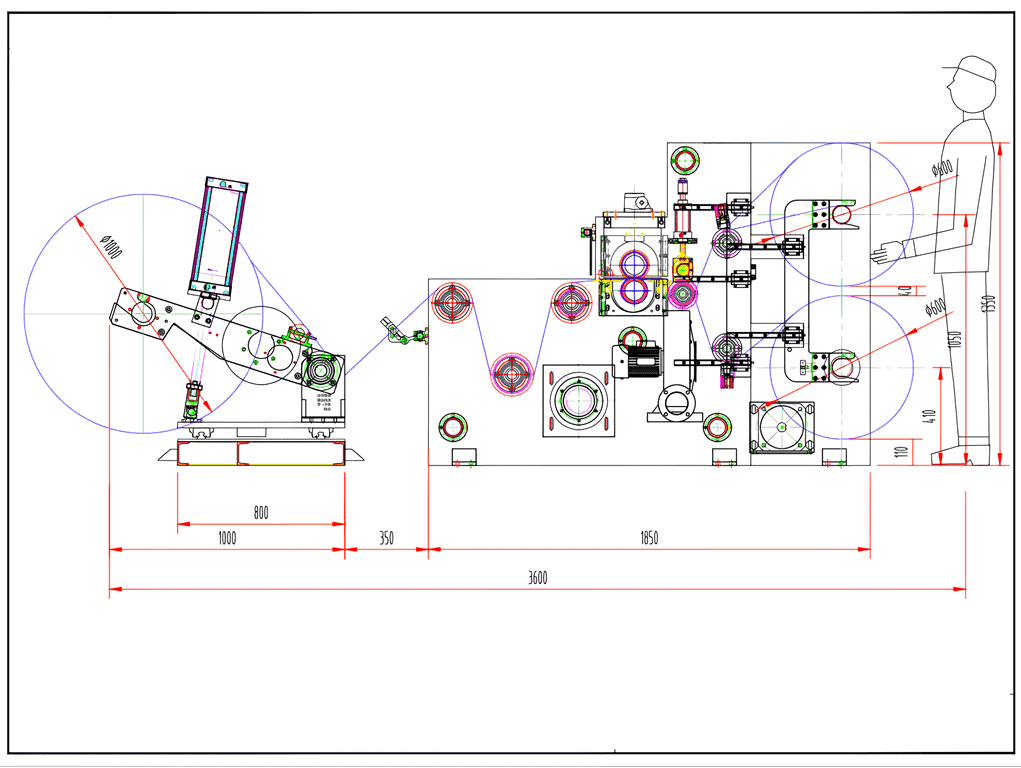
| Device Working Width | 650MM (Roll Shaft: 700MM) |
| Used for Material | PVC Edge Banding |
| Material Thickness | 0.4mm-2mm |
| Machine Speed | 120m/min |
| Max. Unwind Diameter | Ø800mm |
| Max. Rewind Diameter | Ø500mm |
| Minimum Slitting Width | 12MM |
| Unreeling | air shaft in 6 inches |
| Unwinding Tension | The first unwinding: 100NM magnetic particles clutch with tension controller |
| Unwinding Roll | Paper Roll Ø76mm |
| Winding Roll | Paper Roll Ø76mm |
| Reeling | Air Shaft for up and down (6 inches) |
| Winding Tension | 100NM clutch with tension controller |
| Motor Power | 7.5KW (Reduction Gear working with vector frequency converter to adjust speed) |
| Rectification Accuracy | ±0.5mm |
| Rectification | Photoelectric |
| Slitting Way | Round blade |
| Speed Regulation | Frequency control |
| Motor Power | 7.5KW |
| Total Power | About 9KW, Voltage 380V |
How To Match Slit Pattern, Thickness, And Roll Diameter
PVC edge banding buyers should review mother roll width, minimum slit width, thickness window, unwind diameter, rewind diameter, and target line speed together. A machine that fits only the easiest sample width is not enough if the normal order mix contains frequent width changes and many narrow rolls. The layout should be judged around real production conditions.
What Machine Areas Matter Most For PVC Edge Banding

Circular Blades
Slitting-Edge Sharpness: Durable materials meet innovative design for longevity and consistent performance.

Robust Rollers
Expertly crafted to provide optimal guidance, our rollers ensure steady material flow and enhanced precision during the slitting process, supporting seamless production cycles.

GX PLC
Advanced PLC Integration: Central to our slitting machine's control system, the PLC offers precision automation, customizable settings, and reliable operation for complex tasks.
Common PVC Edge Banding Defects And What To Review
In PVC edge banding conversion, the usual problems are edge chipping, width drift, loose rewind, telescoping, baggy edges, and surface marking on decorative finishes. Buyers should name the defect that matters most, because knife setup, tension control, shaft layout, and rewind build do not solve the same problem.




Why PVC Buyers Replace An Existing Line

- The current line holds one standard width but becomes unstable on mixed orders.
- Finished rolls create packing, storage, or downstream application complaints.
- Decorative PVC finishes show visible edge defects or surface marking.
- Too much time is lost during width changeover and setup correction.
- The factory needs a broader thickness or width window without losing slit quality.
When these issues define daily output, the buyer should send current roll sizes, slit width list, defects, and target output. That makes it easier to judge whether the right answer is a new PVC slitting rewinding machine, a configuration change, or a broader application review.
PVC RFQ Checklist
Use this checklist to reduce back-and-forth before quotation. A strong PVC edge banding RFQ should include actual slit widths, thickness range, finish type, unwind and rewind sizes, core data, output target, and the main defect the factory wants to solve.
Step 1: Define PVC material range and finish type.
State thickness range, finish type such as gloss, matte, woodgrain, or embossed, and whether one machine must cover several PVC edge banding products. Surface sensitivity changes how the line should be reviewed.

Step 2: Send the actual slit width program and order mix.
List typical finished widths, minimum width, how many rolls run in one pattern, and how often orders change. Narrow mixed-width jobs usually matter more than the headline maximum width.

Step 3: Confirm unwind, rewind, and core data.
Provide master roll width, unwind diameter, target rewind diameter, and core sizes. These points change shaft choice, torque range, and finished roll stability.

Step 4: Name the current defect and output target.
Say whether the main issue is edge chipping, width drift, loose winding, telescoping, surface marking, or low changeover efficiency. Also state target speed or daily output so quotation is based on the real production goal.

Typical PVC Order Mix And Commercial Pressure
PVC edge banding buyers often manage many SKUs, decorative finishes, and short-to-medium order runs. That is why a suitable machine recommendation should balance slit quality, roll stability, and changeover efficiency instead of promising only maximum speed.
Typical PVC Project Patterns

Mixed Narrow Width Orders
Factories running many narrow decorative widths usually review slit edge repeatability, changeover speed, and rewind hardness before they care about headline maximum speed.
Surface-Sensitive Finishes
Gloss, matte, woodgrain, and embossed PVC programs need the line to control surface marking as well as slit quality, especially when finished rolls move into visible downstream use.
Existing Line Replacement
Many projects start because the old machine can run one standard width but loses stability on mixed orders, repeated width changes, or tighter quality demands from downstream customers.
What Usually Affects A PVC Quote
Technical Scope That Changes Price
The quotation changes when the PVC job asks for a broader or more difficult operating window.
- Mother roll width and minimum slit width
- PVC thickness range and finish sensitivity
- Unwind diameter, rewind diameter, and core sizes
- Knife count, knife arrangement, and slit pattern complexity
- Expected changeover frequency and order mix width spread
Commercial And Delivery Points To Confirm Early
These points do not replace technical data, but they affect final scope, accessories, and project timing.
- Voltage, plant standard, and export destination
- Required spare knives, shafts, or support parts
- Remote support, commissioning, or installation expectations
- Acceptance sample standard and inspection focus
- Requested lead time and shipping term expectations
The quotation is usually driven by thickness range, master roll width, finished slit widths, unwind and rewind diameter, core size, knife arrangement, finish sensitivity, and how broad the order mix really is. Buyers get faster and more accurate offers when they send these points together.
Freight, export terms, and customization still matter, but the first quotation difference normally comes from technical scope. If the machine must hold stable quality across many narrow PVC widths, that should be clear from the start. You can also review the RFQ guide or the PVC application page before sending specs.
PVC Edge Banding Machine FAQs
Technical answers buyers usually need first
Start with slit pattern, thickness range, roll size, and current defects.
What PVC data should I send before quotation?
Send thickness range, finish type, master roll width, unwind diameter, finished slit widths, rewind diameter, core size, target speed or output, and the defect you need to reduce. That gives enough information for a useful first recommendation.
How do I know whether this PVC machine fits my slit width mix?
Do not judge fit only by maximum web width. The more important check is whether the machine can hold stable quality across your normal slit pattern, narrow widths, changeover frequency, and rewind diameter target.
What PVC thickness range and roll sizes should be confirmed early?
The useful answer depends on your actual production window. Buyers should confirm the real thickness range, master roll width, unwind diameter, rewind diameter, and core sizes instead of assuming one nominal number is enough.
What defects should I mention in a PVC inquiry?
Name the defect that matters most: edge chipping, width drift, loose winding, telescoping, baggy edges, surface marking, or too much setup loss between orders. Different defects point to different machine and setup priorities.
Can the machine be adjusted for different PVC finishes and widths?
Yes, but the key is the adjustment range and the compromise involved. Buyers should state whether the machine must cover gloss, matte, woodgrain, embossed, or other finish types together with the intended width and thickness range.
What usually affects the final PVC quotation?
The biggest drivers are material range, slit width program, roll diameters, core size, knife arrangement, output target, and whether the project is replacement, expansion, or a new line. Broader scope usually changes the configuration more than price-only negotiation.
Can the PVC machine be customized for narrow-width programs?
Yes. Narrow-width PVC programs often need configuration attention on knife setup, unwind and rewind support, and changeover efficiency. Send the real slit width list rather than only the narrowest size.
How often should knives be checked on PVC edge banding jobs?
That depends on material mix, running hours, and quality target. The practical rule is to inspect based on edge quality and repeatability, not to wait until visible defects become routine scrap.
What safety precautions matter most during operation?
Operators should be trained on knife handling, guarding, lockout before maintenance, and how to identify unstable winding or misalignment before it becomes a safety or quality issue. Stable operation matters as much as nominal machine speed.
How does machine quality affect finished PVC rolls?
Machine quality affects slit edge condition, width consistency, rewind hardness, surface protection, and changeover repeatability. On decorative PVC jobs, those points matter directly to downstream complaints and packing stability.
Do you provide commissioning and technical support for PVC projects?
Yes. Support can cover setup, operating guidance, and follow-up technical discussion around the actual PVC job so the machine is judged on production performance rather than only on delivery.
